10/5/2016
Precast Plant in Astana Kazakhstan
The Kazakh concrete specialist GLB recently put its new precast plant in Astana into operation. What is probably one of the largest precast plants in Kazakhstan was built on a greenfield site with a total area of 15 hectares. In order to realise this demanding project within the given framework, GLB chose the German mechanical engineering company Weckenmann as general contractor and coordinator.
Concrete specialist GLB
The Kazakh government had launched a programme called "Business Road Map 2020" with which it wants to ensure the creation and maintenance of jobs and sustainable growth of the Kazakh economy. The project was implemented within the scope of this programme. About 1,200 jobs have been created in Astana with the programme.
GLB is a subsidiary of Shar Kurylys, a major construction company based in Astana. Shar Kurylys had previously purchased its precast concrete products. Due to the growing demand, however, a decision was taken by the company to produce the precast concrete elements itself. The production is now carried out by GLB.
Around 250,000 m² of living space are now manufactured per year in the new precast plant, which represents an important investment for the city of Astana and Kazakhstan as a whole. The output of the circulation plant with mixed production (sandwich elements, walls, ceilings and special parts) is around 1,300 m² of precast concrete products per day. The construction time of a turnkey 16-storey apartment block can be reduced by the new production plant from 1.5 years to 6 months.
The elements produced meet modern international standards and the buildings are state of the art where thermal and acoustic insulation are concerned. 90% of the material for production is obtained from Kazakhstan – the plant equipment is "Made in Germany" and is based on the latest technical developments.
Plant equipment
The German machine and plant manufacturer Weckenmann was awarded the contract for the planning and implementation of the project. Tailored to the needs of the customer, the solution was inaugurated on 22 June 2016. The Kazakh President Nursultan Nasarbajew visited the plant only about a week later – an event that aroused great public interest. He was impressed by the production and pointed out the importance and necessity of the plant for the implementation of the government's housing programme.
The precast plant has eight production areas:
- - Hollow block floor production (the production area for the installation of the production line is currently being prepared)
- - Battery moulds
- - Surface finishing
- - Circulation plant
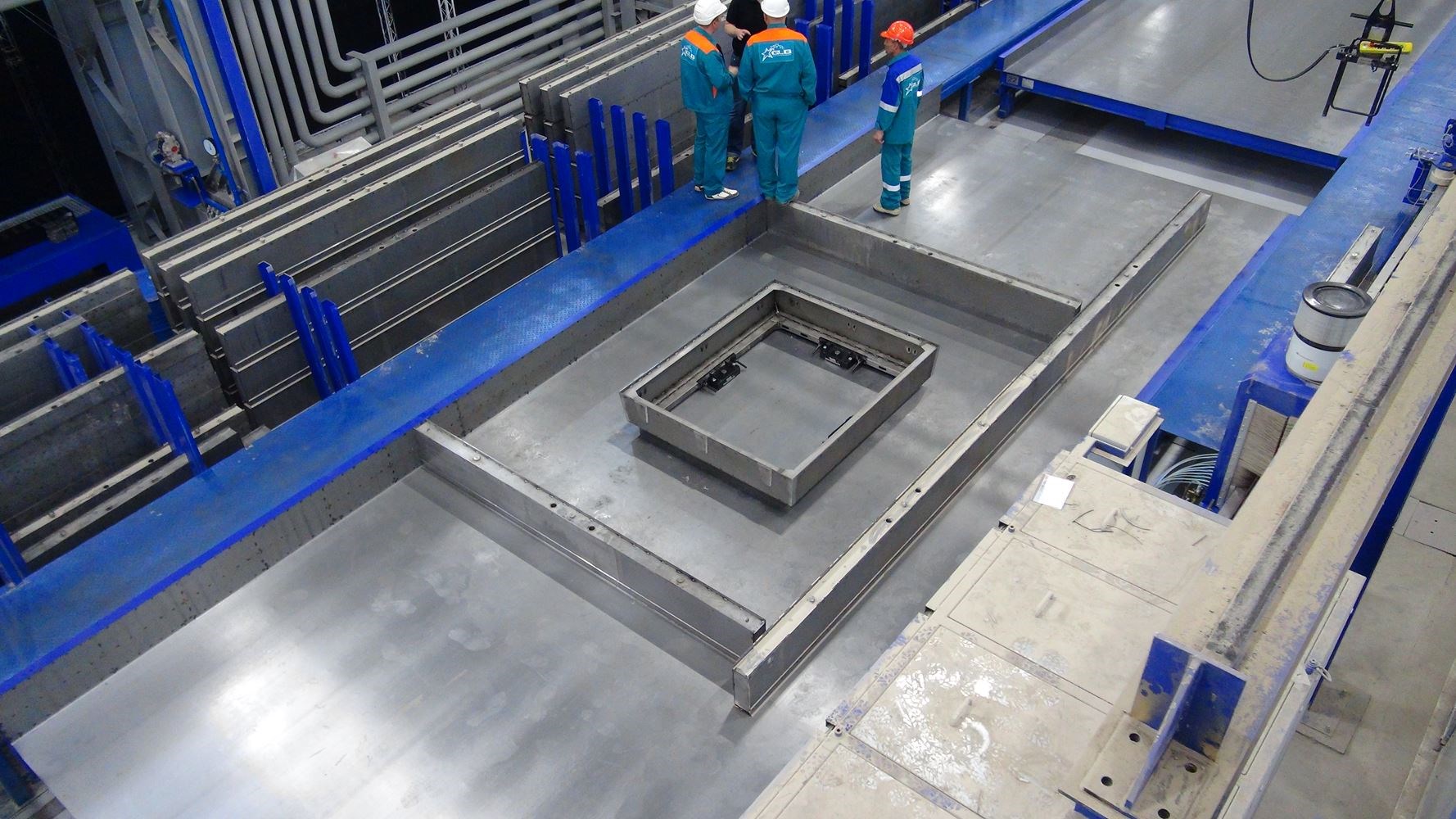
- - Stationary production
- - Paving stone production (the production area for the installation of the production line is currently being prepared)
- - Reinforcement production
- - Mixing plant
The core of the plant is the circulation system with 40 formwork pallets. In the second aisle of the hall, up to 1500 m² of precast concrete elements are manufactured per day using three battery moulds of the latest generation.
The circulation plant is controlled by the Weckenmann WAvision® master computer. It takes care of the central production planning and control of the plant. The control solution consists of various modules and uses all existing company data. Management, work preparation, production and reporting are thus unified in a single system. This modular software solution thus enables the linking of various systems for the control of automated precast element manufacturing so that there are no interfacing problems between different sub-solutions.
The stationary production area is equipped with four tilting tables, a power trowel, a battery mould for the manufacturing of stairs, a column mould with clamping fixture and a concrete distributor. Four bucket conveyors transport the concrete to each production area.
The Weckenmann formwork department developed a formwork system tailored perfectly to the production. The M-series formwork system provided the solution for the optimised production. The M-series is well suited to the manufacturing of solid structural elements with customer-specific chamfers and profiling. In addition, the formwork profiles are equipped with integrated switchable magnets for automated handling.
The X-Uni formwork system is used in the tilting table production. The magnetically fixed fastening system for wooden formwork allows the flexible manufacturing of various products.

Full service from A to Z
Weckenmann attended to the customer from the outset. Both teams worked closely together: right from the conception and design of the construction system to the layout creation, and from the plant planning and project management to the commissioning of the turnkey plant.
Various projects of a similar size and complexity have already been realised in recent years. Under Weckenmann's project management, the well-versed team of Weckenmann, EVG (reinforcement technology) and Teka (mixing plant) delivered a solution tailored to the needs of the customer.
The close cooperation between the Weckenmann project management and the engineers from GLB and Shar Kurylys ran smoothly and in a very partnership-like manner over the course of the project.
Mixing plant from Teka
Teka Maschinenbau GmbH was commissioned to deliver and construct the huge concrete mixing plant. The complete concrete mixing plant consists of five completely autonomous and independent mixing stations situated next to one another.
The complete mixing plant consists of a Teka THT 2250 high-performance turbine mixer for the manufacture of facing concrete as well as two well-known Teka TPZ 2250 high-performance planetary mixers, each with an output of 1.5 m³ per batch, a mixing station with the Teka TPZ 3000 highperformance planetary mixer with an output of 2.0 m³ per batch for the production of precast elements and a mixing station with the Teka high-performance THZ 3000 turbine mixer for ready-mixed concrete.
The Teka high-performance planetary mixers have proven themselves in several hundred applications for ready-mixed concrete and are the core of every Teka dosing and mixing plant.
The Teka TPZ 2250 and TPZ 3000 highperformance planetary mixers, with concrete outputs of 1.5 m³ and 2.0 m³ per batch respectively, were chosen as the mixer sizes.
GLB also chose a Teka turbine mixer for facing or coloured concrete, because this mixer is ideal for frequently changing batches. The turbine mixer is also often chosen for self-compacting concretes, ultra high-performance concretes, etc. According to the manufacturer the turbine mixer can mix batches of less than 10% to perfection.
The well-known and proven Teka turbine mixer with an output of 2 m³ was chosen for the ready-mixed concrete. This Teka turbine mixer with the newly designed drag arms has proven itself all over the world – and not just for ready-mixed concrete; it is also used successfully in thousands of concrete plants for the manufacturing of concrete products.
The mixing plant controller is divided into five individual controllers in four locations. Three independent controllers for feeding and two for the mixing plants with a total of 17 local operating panels ensure smooth interaction.
Reinforcement production from EVG
At the centre of the reinforcement production is the fully automatic HFBE/158 mesh welding machine, which produces flat meshes with window and door cut-outs. The reinforcement elements produced are subsequently assembled on vertical workstations into three-dimensional reinforcement carcasses and transferred to the Weckenmann circulation plant or battery moulds.
Using the HFBE/158, reinforcement elements can be produced up to a size of 3.6 m x 8.0 m with any dimensions, shapes and cut-outs. In addition, it is possible to combine different longitudinal and transverse wire diameters within a mesh.
This longitudinal and transverse wires required for this are drawn off the coil, straightened to the necessary length and fed to the welding machine via a transport system. The bars are welded to each other in the welding machine at previously defined points by means of resistance welding. The finished reinforcement elements are transferred by a mesh crane to a roller conveyor, which in turn transports the meshes to the workstations.
These reinforcement elements are required for the reinforcement of flat concrete elements, such as solid walls, sandwich panels, ceiling elements, etc.
Automatic stirrup bending machine
The PBC 2-12 automatic stirrup bending machine can process wires off the coil in diameters ranging from 6.0 to 12.0 mm. The wires are automatically drawn off the coils, straightened, bent and then cut. All of these work steps take place fully automatically with high precision and reproducibility. The data for several thousand stirrup shapes can be stored in and retrieved from the program controller.
The automatic stirrup bending machine is designed for the production of two and three-dimensional stirrups.
Resumee
This project has produced a plant of superlatives in Astana. The first 1216 apartments should already be finished by 1st May 2017. The cooperation between customer and supplier during the project was so outstanding that both parties are already setting their sights on new common targets.